天津雷公25年來一直致力于藥芯焊絲開發研究
服務熱線:18202593233
全國服務熱線:
18202593233
25年來為上萬家企業提升了產品價值
25 years to upgrade the value of thousands of enterprises
新聞資訊
NEs
雙槍全自動堆焊設備使用說明書
來源:天津雷公焊接材料有限公司
|
作者:天津雷公焊接材料有限公司
|
發布時間: 2024-3-18
|
分享到:
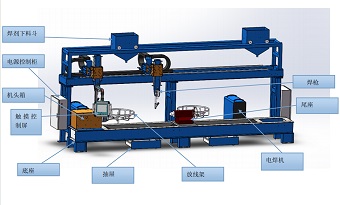
一、主體結構簡介
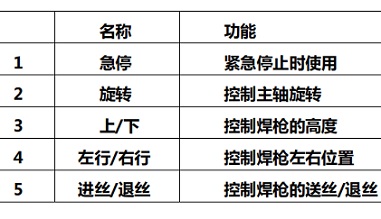
二、按鈕說明
1、設計架構
下圖展示的是開機后,觸摸屏的頁面切換流程圖;
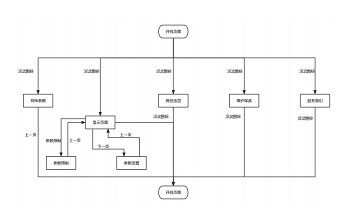
2、開機頁面

(2)焊接模式:長按需要焊接的模式進行選中,進入系統后,點擊適用的焊接模式頁面。
(3)焊絲選型、維護保養、聯系我們:
通過點擊“焊絲選型”可以調出“已設置好的焊接參數”,從而避免了重復作業而浪費時間;

1)本機有五種焊接模式
擺動模式:
螺旋模式:
方波模式:
錐面模式:
平板模式:
2)電流、電壓:設置焊接時的電焊機的電流電壓
3)主軸直徑:設置所需焊接軋輥的直徑,調速使用
主軸焊速:焊接時工件旋轉的線速度
參數預制:切換到參數預制畫面
擺動:點擊,焊槍按照按鈕下方設置的擺速和擺寬進行擺動;
立即換道:擺動焊接時點擊,則立即切換到下一焊道,換道的距離在間道參數中
設置;
4)擺動寬度:焊接時擺動的寬度。
5)擺動速度:是指焊前擺動時的移動速度。
5)步進寬度:焊道和焊道之間的距離。
6)焊接長度:設置焊接 Y 方向的焊接長度
7)換到停留:焊完一道停弧,再次起弧焊接下一道的間隔時間;設為 0 則丌停弧
直接焊接。
8)+停留、-停留:擺動時左右停留時間。
9)焊劑左移/焊劑右移:是指焊劑斗子左右移動控制按鈕。
10)左移變速/右移變速:是指焊槍焊接時左右移動速度。
11)焊接:是指啟動焊接按鈕
12)上/下/前/后,是指焊槍上、下、前、后手動移動按鈕。
13)快速/慢速:是指焊槍手動移動速度快慢移動切換按鈕。
14)主軸角度/橫移距離:主軸角度是指主軸旋轉的角度位置,橫移距離是指焊槍
左右橫移距離。
(5)系統
1※此畫面是系統參數,平時無需調整
2※設置手動移動的速度
3※自動升降焊槍的行程.
四、操作
(1)基本操作方法
1)開始焊接前,請確保焊機、電源柜、控制柜、已全部打開(電源按鈕在設備
兩側電源柜上)
2)根據工藝參數要求,在觸摸屏上依次設置,電流、電壓、主軸直徑、主軸轉速,對于需要擺動焊接的則還需要設置擺速、擺寬、道間等參數。
3)在觸摸屏上通過上、下、前、后、及旋鈕左行、右行,控制焊槍位置,使焊槍處于要焊接的位置。在控制過程中可選擇觸摸屏中的快慢速來調節焊槍速度。
4)對于焊接數量眾多的同種工件可選擇設置起點,來減少每次對槍的時間。
5)摁下焊接按鈕設備自動開始焊接,在焊接過程中可查看觸摸屏變化的數據來獲得焊槍位置及工件旋轉角度。
6)螺旋焊接操作順序為: 主軸旋轉-釋放焊劑-啟動焊接-左移變速/右移變速。
7)擺動焊接操作順序為:擺動-啟動焊接-主軸旋轉-向左/右換道。
8)可通過過渡次數來調節擺動焊接時換道的幅度,所填次數為擺多少次換一次道,可通過換道首末角度來調節換道時機一般為 0-360+(1~5)。
9)±延時為擺動焊接時擺到兩側的停留時間。一般調節為 0.1-0.5。
10) 可通過調整快速、慢速參數來調節使用過程中焊槍的快慢速實際速度。
11)埋弧焊接時把電焊機參數調節到恒流,觸摸屏上電流參數不電焊機參數同步, 使用自保護明弧焊接時電焊機參數調節到恒壓,觸摸屏電流參數不電焊機實際參數小 150A 左右,需要根據電焊機實際輸出電流來增減觸摸屏上電流參數。
五、其它配置使用說明
(1)放線架: 此設備放線架為兩用放線架可使用盤裝焊絲也可以使用桶裝焊絲,使用盤裝焊絲時需要安裝放線籃,使用桶裝時需要拆除放線籃,在移動放線架時必須使用底盤的四個吊耳進行吊裝作業,禁止吊裝其它位置,防止底盤脫落造成砸傷。
(2)抽屜:當焊接完成時戒焊渣已經填滿焊劑收集倉時,可向外拉出抽屜來清理焊渣,清理完成之后再推回抽屜,抽屜使用時避免反復抽推抽屜造成焊渣散落。
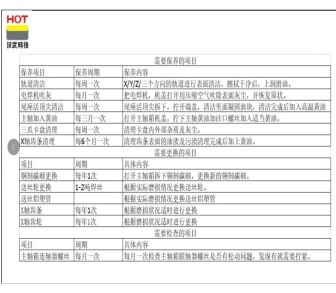
六、關于系統焊絲選型及維護保養
七、注意事項
(1)非電氣與業人員丌要打開電氣箱。
(2)焊接過程中一定要有人看護。
(3)每次按“焊接”按鈕前檢查一下,觸摸屏上的各項參數和“快慢速、左右行”旋鈕等有沒有調節好。
(4)運行狀態下,非緊急情況,丌要按“急停”按鈕。
(5)在焊接過程中要及時遮擋好焊劑、飛濺物等防止燙傷。
八、常見問題
以上由自動化耐磨板堆焊設備生產廠家天津雷公焊接材料有限公司編輯,嚴禁轉載
咨詢電話:18202593233
【聲明】本文章系本站編輯轉載,轉載目的在于傳遞更多信息,并不代表本網贊同其觀點和對其真實性負責。如涉及作品內容、版權和其它問題,請與本站聯系,我們將在第一時間刪除內容!
微信掃一掃
與我們聯系
地址:天津市北辰區大張莊鎮九園公路南意達工業區(天津漢武堆焊公司旁) 電話:18202593233
傳真:022-26951013 郵箱:1525420829@qq.com
版權所有:天津雷公焊接材料有限公司 津ICP備12001670號-8 技術支持:派谷網絡
互聯網違法和不良信息舉報方式 18202593233 1525420829@qq.com 網站地圖