天津雷公25年來一直致力于藥芯焊絲開發(fā)研究
服務(wù)熱線:18202593233
全國服務(wù)熱線:
18202593233
25年來為上萬家企業(yè)提升了產(chǎn)品價(jià)值
25 years to upgrade the value of thousands of enterprises
新聞資訊
NEs
二保焊的“左焊法”和“右焊法”是什么?有什么區(qū)別?
來源:耐磨焊絲天津雷公焊接材料有限公司
|
作者:天津雷公焊接材料有限公司
|
發(fā)布時(shí)間: 2023-5-16
|
分享到:
二保焊接方式作為常見的手法,被廣泛使用在焊接過程中;但關(guān)于左焊法及右焊法,很多朋友們分辨不清。作為天津雷公焊接材料有限公司的專業(yè)人員,我將以此為話題,為朋友們進(jìn)行詳細(xì)解答。
一、方向上的區(qū)別
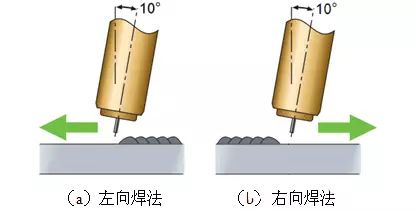
熔化極氣體保護(hù)焊,操作者右手握焊槍時(shí),由右至左方向焊接,焊槍噴嘴與焊接方向呈鈍角(>90°)稱為左向焊法。由左至右方向焊接,焊槍噴嘴與焊接方向呈銳角(<90°)稱為右向焊法。如果操作者左手握焊槍時(shí),焊接方向剛好相反,圖1為左向焊法與右向焊法示意圖:
二、行走角上的不同
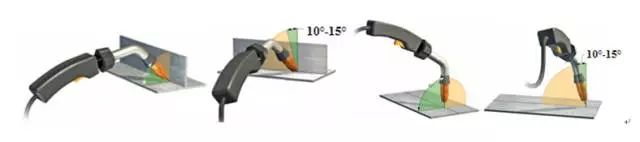
在焊槍軸線與焊接方向所在平面內(nèi),焊槍軸線與垂直于焊接方向直線所成角為行走角。通常情況下,角焊縫工作角為45°,對(duì)接焊縫工作角為90°;其中行走角根據(jù)焊接方向的不同,又有前傾角與后傾角之分,右向焊時(shí)稱后傾角,左向焊時(shí)稱前傾角。
備注:
一般雷公焊材生產(chǎn)的耐磨焊絲是藥芯焊絲,我們建議客戶用右焊法進(jìn)行焊接,這樣焊接的飛濺會(huì)比較小,成型美觀。
如轉(zhuǎn)載請(qǐng)注明出自耐磨藥芯焊絲廠家天津雷公焊接材料有限公司 咨詢電話:18202593233
【聲明】本文章系本站編輯轉(zhuǎn)載,轉(zhuǎn)載目的在于傳遞更多信息,并不代表本網(wǎng)贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)。如涉及作品內(nèi)容、版權(quán)和其它問題,請(qǐng)與本站聯(lián)系,我們將在第一時(shí)間刪除內(nèi)容!
微信掃一掃
與我們聯(lián)系
地址:天津市北辰區(qū)大張莊鎮(zhèn)九園公路南意達(dá)工業(yè)區(qū)(天津漢武堆焊公司旁) 電話:18202593233
傳真:022-26951013 郵箱:1525420829@qq.com
版權(quán)所有:天津雷公焊接材料有限公司 津ICP備12001670號(hào)-8 技術(shù)支持:派谷網(wǎng)絡(luò)
互聯(lián)網(wǎng)違法和不良信息舉報(bào)方式 18202593233 1525420829@qq.com 網(wǎng)站地圖